Initial Task
During the construction of a new grain processing facility, the customer faced the need to ensure that the site complied with industrial safety requirements and to protect technological equipment from the consequences of a potential dust-air mixture explosion.
The most critical equipment at the facility included bucket elevators, used for the vertical transportation of grain and grain processing products. Bucket elevators are considered one of the most hazardous types of equipment at grain processing plants, as combustible dust is constantly present inside them. In addition, there are potential ignition sources, such as overheated bearings, friction of moving components, the ingress of foreign objects, and other factors.
Since the facility was being built from scratch, the customer needed to implement an explosion protection system at the commissioning stage.
Solution
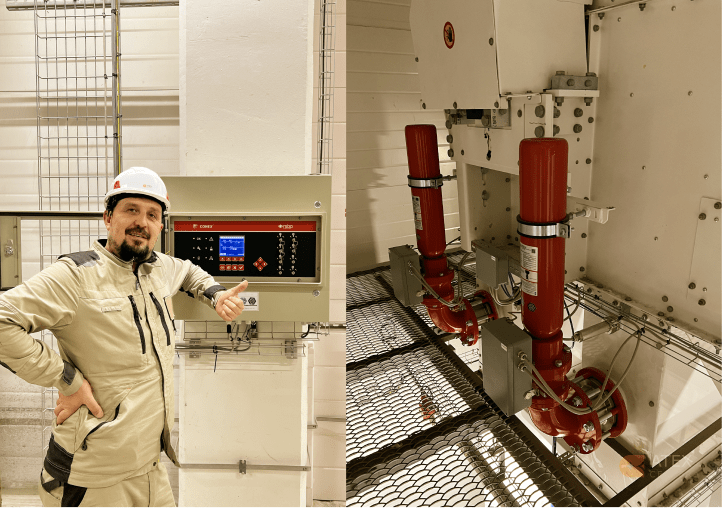
To protect the technological equipment, an explosion suppression and isolation solution based on an HRD system was selected.
The operating principle of the system is based on sensors detecting the initial stage of explosion development and transmitting a signal to the controller. After the signal is processed, cylinders containing an explosion-suppressing agent are activated instantly. This suppresses the explosion inside the bucket elevator before it reaches a destructive force capable of putting the equipment out of operation.
Additional explosion isolation measures were implemented using an HRD barrier, preventing the spread of flame and pressure along the process line.
Work Performed
The technical explosion protection solution was developed by the equipment manufacturer. ATEX.CENTER specialists were involved to supervise the installation and subsequently commission the system.
At the first stage, the company’s specialists visited the site to carry out installation supervision. The main task was to ensure the correct placement of the equipment directly on the bucket elevators and to monitor compliance with the project requirements.
The work included:
- Checking the equipment’s readiness for installation
- Verifying the installation locations of sensors and cylinders
- Checking the correct orientation of the equipment
- Coordinating disputed technical issues with the solution developer
- Consulting the customer’s installation contractor
Special attention was paid to the positioning of the explosion suppression and isolation system components. The speed of system activation and the effectiveness of protection in the event of an explosion directly depended on the accuracy of installation.
After the installation work was completed, ATEX.CENTER specialists commissioned the system. During this stage, all components were inspected, the CONEX controllers were configured, and the interaction between the sensors and actuating devices was tested.
Result
As a result of the project implementation, the customer received a fully operational explosion protection system for the bucket elevators of the new facility.
The installation supervision and commissioning works made it possible to ensure the correct operation of the equipment and confirm the system’s readiness for operation.
After the project was completed, the facility was able to safely launch the technological line and meet the industrial safety requirements specified in the construction project for the new site.