
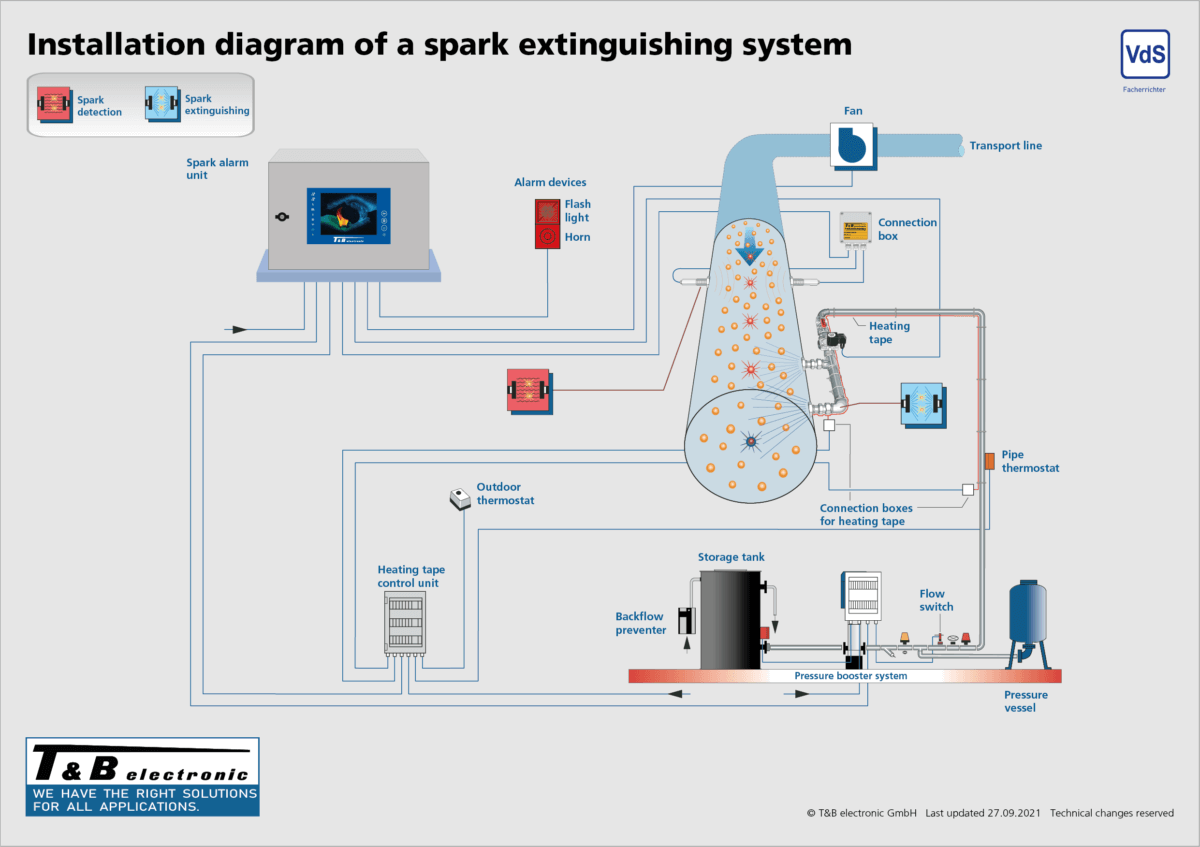



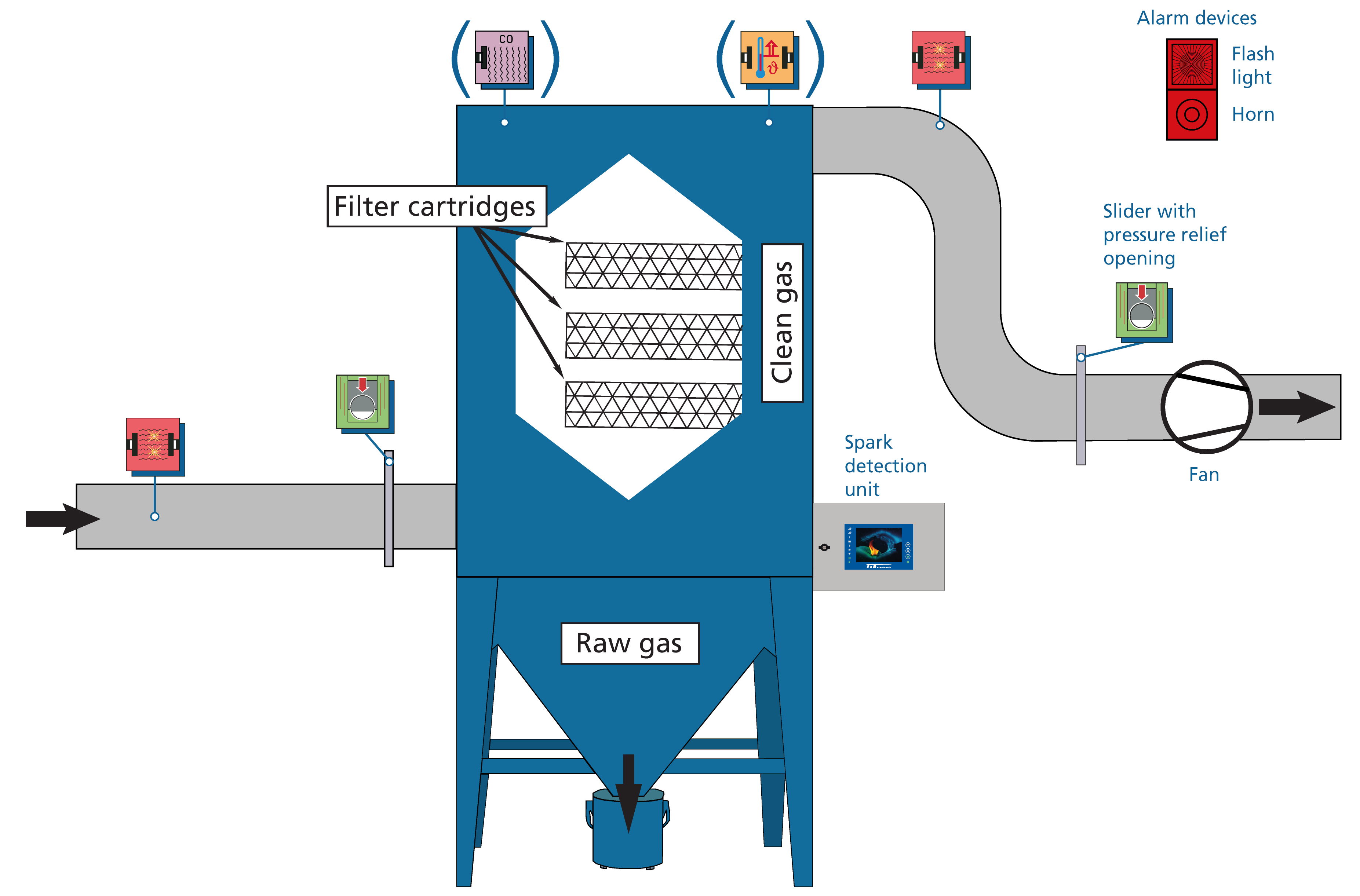
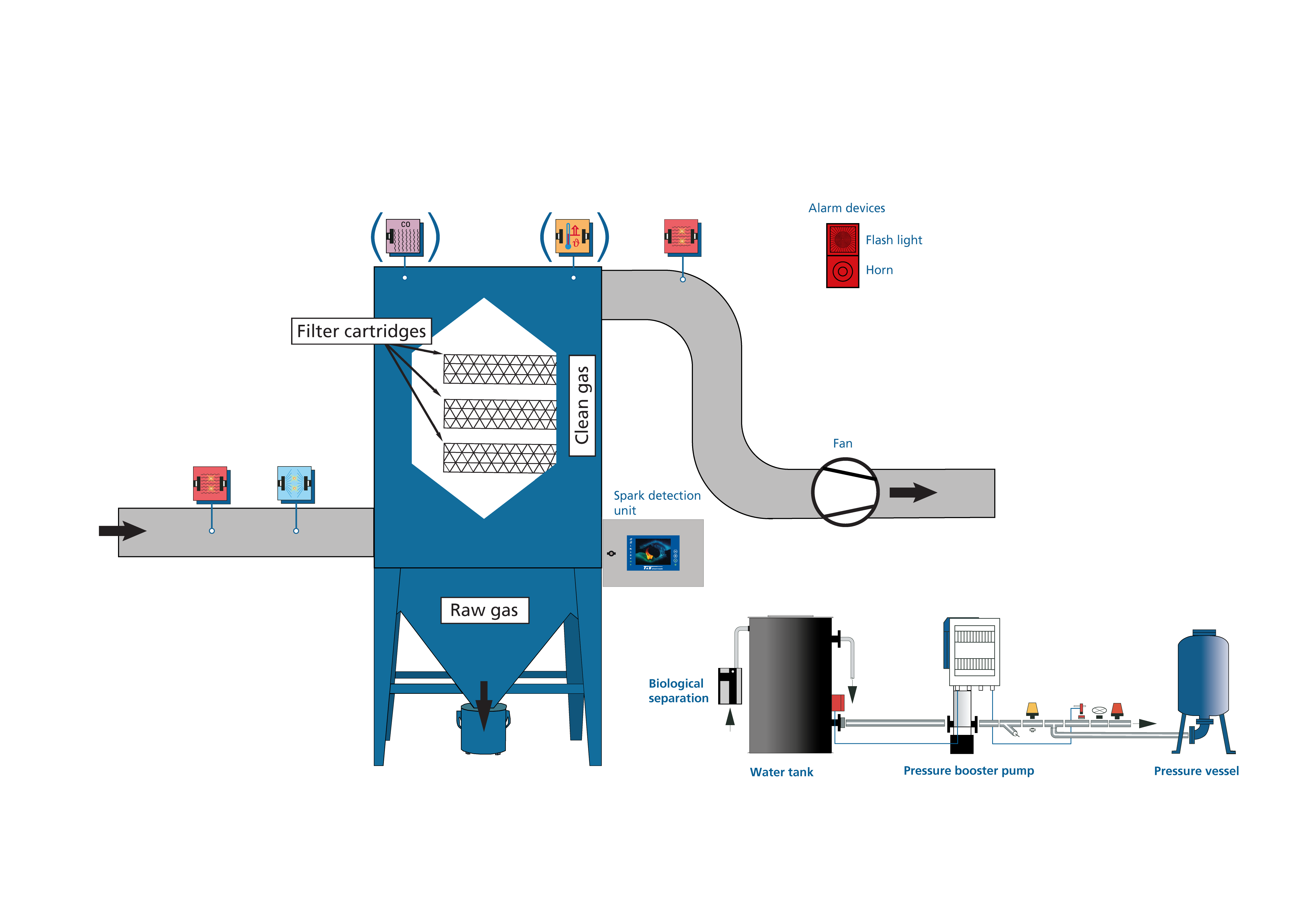
Workplaces where dust or pollutants are emitted are usually equipped with extraction and filtration systems. However, the possibility of glowing particles entering the filter can cause the filter elements to catch fire. To protect these filters, T&B fire suppression systems are used to ensure the safety of buildings. The underlying principle of effective fire protection is a comprehensive concept adapted to the specific operating conditions. Fire detection in the filter is carried out using highly sensitive infrared and thermal sensors, ensuring maximum reliability and preventing false alarms.
Argon, an inert gas, is preferably used to extinguish fires and provides maximum safe extinguishing efficiency for personnel. After extinguishing is complete, argon can be safely removed through the ventilation system. CO2 gas, often used for extinguishing, may only be recommended where the protected object is outside buildings and where there is no risk to personnel. Reducing the pressure in the protected object to a safe level is achieved through on-site pressure relief zones. The centrepiece of the T&B fire extinguishing system for building protection is the BM 4-2G fire extinguishing control unit. It not only evaluates the sensor signals, but also takes the necessary measures to control the equipment (including switching off the fans and closing the valves on the raw and clean gas pipework and, if necessary, on the filter outlet) and to start extinguishing. The extinguishing gas quickly enters the fire, replacing oxygen and thereby suppressing the fire.
- Fast explosion suppression – minimal time elapses from detection to explosion suppressant delivery.
- The products of the explosion do not spread outside the equipment.
- The inert argon gas ensures maximum extinguishing efficiency and safety for personnel.
- The system is designed in accordance with VdS directives 2380 and 3445 and DIN EN ISO 19353:2016.
- The T&B fire suppression system for building protection complies with the requirements of BGR 134 issued by the Employers’ Liability Insurance Association.




